
با توجه به محدودیت منابع چوبی و طولانی بودن زمان تجدید حیات جنگلها، یافتن منابع سلولزی جایگزین برای تولید کاغذ ضروری است. این مطالعه به بررسی ظرفیت و کاربرد منابع لیگنوسلولزی کشاورزی مانند باگاس و الیاف سلولزی بازیافتی در تولید کاغذ فلوتینگ میپردازد.
در این تحقیق، خواص مکانیکی و فیزیکی کاغذ فلوتینگ حاصل از بهترین ترکیب خمیر سودای باگاس و مقوای کنگرهای کهنه مورد بررسی قرار گرفت. برای این منظور، از خمیرهای بازیافتی OCC و خمیر سودای رنگبری نشده در نسبتهای وزنی مختلف استفاده شد و کاغذهای دستساز فلوتینگ تهیه و آزمایشهای مختلف بر روی آنها انجام شد.
نتایج نشان داد که خمیر سودای رنگبری نشده باگاس به تنهایی قابلیت تولید کاغذ فلوتینگ با خواص مناسب را دارد. همچنین، میتوان از خمیرهای بازیافتی OCC در ترکیب با خمیر باگاس تا سهم 30 درصد بدون افت کیفیت استفاده کرد. سطوح اختلاط بالاتر از 30 درصد OCC منجر به کاهش برخی از مقاومتها، به خصوص مقاومت به کنکورای کنگرهای کاغذ فلوتینگ میشود.
در صنعت کاغذسازی، چوب به عنوان ماده اولیه اصلی تولید کاغذ مورد استفاده قرار میگیرد. با این حال، به دلیل طولانی بودن زمان تجدید پذیری جنگلها، یافتن منابع سلولزی جدید به عنوان جایگزین بخشی از چوب در این صنعت ضروری است. در کشور ما نیز به دلیل کاهش حدود 50 درصدی جنگلها در نیم قرن گذشته، این موضوع اهمیت زیادی پیدا کرده است. کشورهای در حال توسعه که از جنگلهای غنی برخوردار نیستند، سعی در تولید و تامین کاغذ مورد نیاز خود از طریق به کارگیری منابع غیرچوبی و بازیافت کاغذهای باطله دارند. با اینکه چوب هنوز نقش اصلی را در تامین الیاف سلولزی بر عهده دارد، انتظار میرود مصرف الیاف منابع کشاورزی در قرن بیست و یکم گسترش بیشتری پیدا کند. سرعت این گسترش به رشد صنایع سلولزی در جهان و رشد مصرف الیاف بازیافتی بستگی خواهد داشت. منابع جنگلی کشور ایران نیز در بعد تجاری و صنعتی به مناطق جنگلی شمال محدود شده و به لحاظ بافت نامناسب، گونهها، کندی رشد، روند تخریبی حاکم بر جنگلها و عدم امکان بهرهبرداری مناسب و باکیفیت، نمیتواند به عنوان تنها قطب تامینکننده مواد اولیه در صنایع سلولزی مطرح گردد.
1-1- باگاس:
تفاله نیشکر یا باگاس، مادهای است که پس از استخراج قند در دستگاههای پرس از نیشکر باقی میماند. این ماده میتواند به عنوان سوخت مورد استفاده قرار گیرد یا با فرآیندهای مختلف به خمیر کاغذ، خوراک دام، اتانول، فورفورال (دارای مصرف پزشکی و داروسازی) و چندین فرآورده دیگر تبدیل شود. به طور معمول از هر تن نیشکر ورودی به آسیا، 320 تا 300 کیلوگرم باگاس (تفاله نیشکر با رطوبت 55 تا 50 درصد) به دست میآید. این ماده ارزشمند موارد مصرف فراوانی دارد که از جمله آنها میتوان به استفاده در صنایع کاغذسازی، تولید نئوپان، تخته، فورفورال و … اشاره کرد. با توجه به محدودیت منابع و لزوم تامین کاغذ مناسب چاپ و تحریر، باگاس منبع بسیار مناسب و ارزانقیمتی جهت تولید کاغذ به حساب میآید. در جدول 1، ویژگیها و خصوصیات الیاف و ترکیبات شیمیایی باگاس و چوب پهنبرگان نشان داده شده است.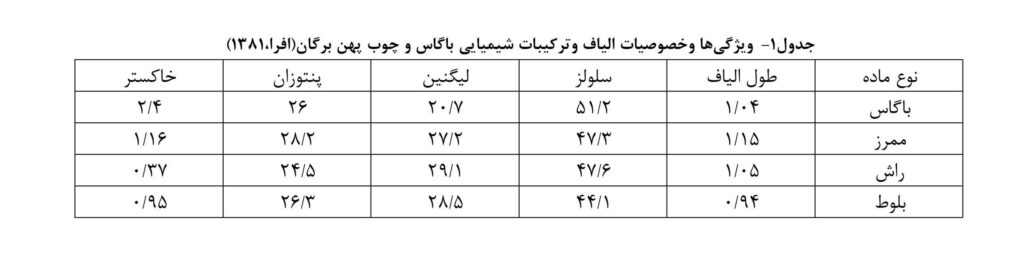
مقوای کنگرهای:
لایههای کنگرهای (موجدار) میانی، سفتی مورد نیاز برای کارتنسازی را به مقوا میدهند. مهمترین خواص این نوع مقواها باید سفتی و مقاومت در برابر خرد شدن و شکستگی باشد. خواص مربوط به استحکام مکانیکی از قبیل مقاومت به کشش، ترکخوردگی و پاره شدن جز در موارد استثنایی چندان با اهمیت شمرده نمیشود. در بسیاری از موارد میتوان از شکل ظاهری مقوا نیز چشمپوشی کرد.
عموماً خمیرهای نیمه شیمیایی برای تهیه لایه میانی کنگرهای بهترین خمیرها هستند، چون سفتی خوبی دارند و در برابر خرد شدن مقاوم هستند. اگرچه از نظر مشخصات مقاومتی ضعفهای قابل توجهی دارند.
2- مواد و روشها:
2-1- تهیه مواد اولیه کاغذ:
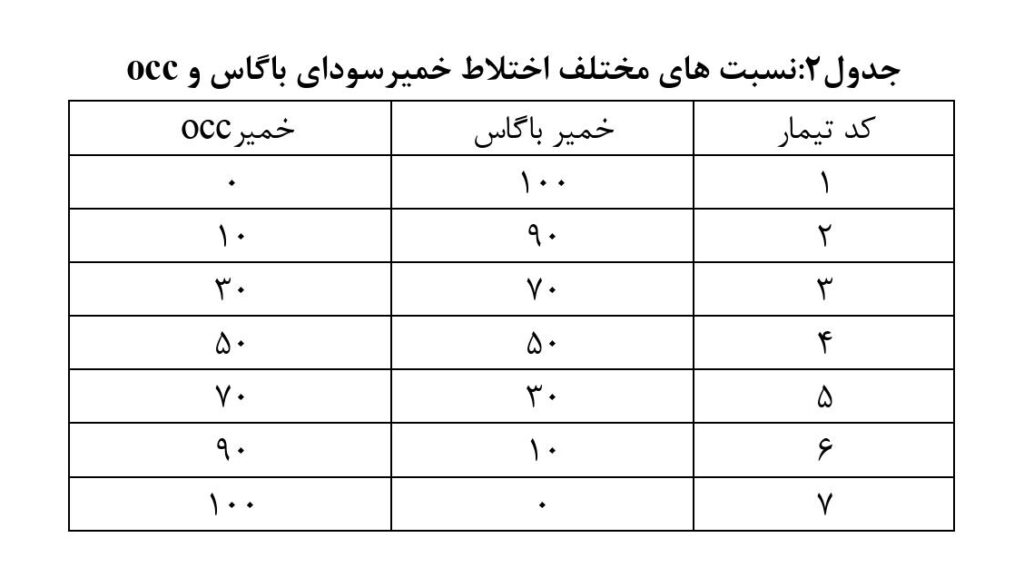
برای تهیه کاغذهای دستساز فلوتینگ با استفاده از اختلاط خمیرهای بازیافتی OCC و خمیر سودای باگاس، نسبت به تهیه این خمیرها اقدام شد. خمیر سودای رنگبری نشده از کارخانه هفتتپه خوزستان و خمیر کاغذ بازیافتی OCC از کارخانه چوب و کاغذ مازندران با مقدار درجه روانی بین 250 تا 300 میلیلیتر تهیه گردید. نسبتهای مختلف اختلاط خمیرهای کاغذی OCC و سودای باگاس در جدول 2 دیده میشود.
از خمیرهای اختلاط شده، کاغذهای دستساز با گراماژ 120 گرم بر متر مربع تهیه شد. اندازه گیری وزن پایه کاغذ مطابق با استاندارد TAPPI T410 om-02، میزان تخلخل مطابق با استاندارد TAPPI T4600-96، مقاومت به کشش بر اساس استاندارد TAPPI T404 om-01، مقاومت به ترکیدن از استاندارد TAPPI T403 om-02، مقاومت به پاره شدن بر اساس استاندارد TAPPI T4140-04 و برای اندازه گیری مقاومت کنکورای لایهی کنگرهای از استاندارد ISO6-7263 استفاده گردید.
با توجه به یکسان و ثابت بودن مواد اولیه خمیر OCC و باگاس قهوهای، عامل متغیر نسبت اختلاط بین خمیرها بود. اطلاعات مربوط به ویژگیهای کاغذ دستساز هر تیمار در قالب هفت تیمار جداگانه تهیه و پس از محاسبه میانگین دادهها و ایجاد جدول واریانس، معنیدار بودن اختلاف بین میانگین دادهها بررسی شد. در صورت معنیدار بودن اختلافها، از آزمون چند دامنهای دانکن برای گروهبندی تیمارها استفاده شد. تجزیه و تحلیل دادهها و انجام آزمونهای آماری با استفاده از نرمافزار SPSS انجام شد.
3- بحث و نتیجهگیری:
3-1- تخلخل کاغذ:
عدد گرلی نشاندهنده میزان نفوذپذیری و مقاومت به عبور هوا در کاغذ و مقوا است. مقادیر تخلخل کاغذهای ترکیبی حاصل از درصدهای مختلف اختلاط خمیر OCC و خمیر کاغذ سودای باگاس توسط آزمون تجزیه واریانس بررسی شد. نتایج نشان داد که بین مقادیر به دست آمده در سطح خطای آزمایش 5 درصد، اختلاف معنیدار آماری وجود دارد.
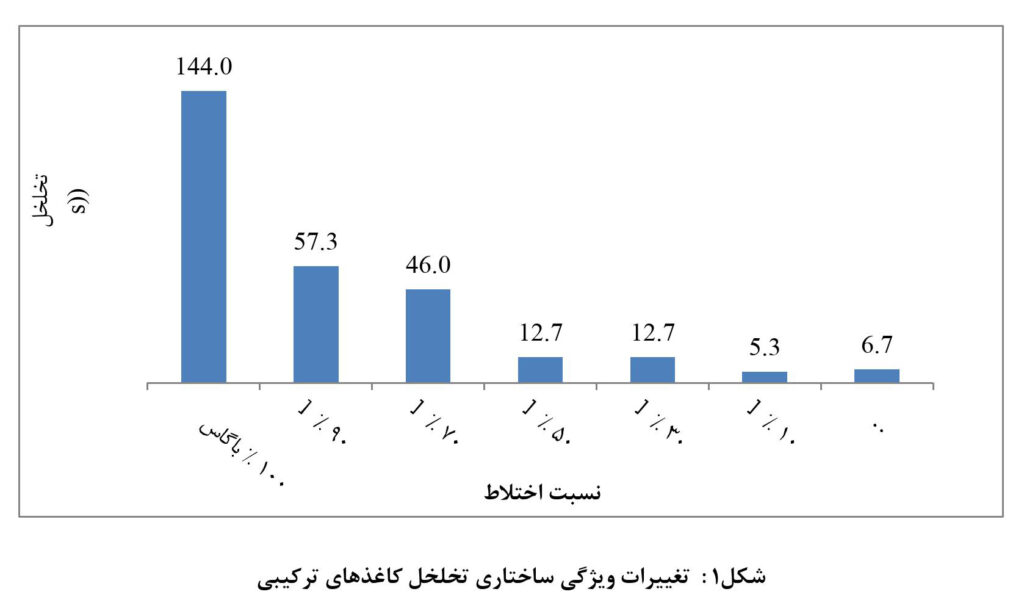
با توجه به شکل 1، با افزایش مقادیر خمیر OCC اضافه شده به خمیر باگاس، مقدار مقاومت به عبور هوا کاهش نشان داده و تخلخل کاغذ بیشتر میشود. از آنجایی که حجم زیادی از خمیر OCC را خمیرهای الیاف بلند تشکیل میدهد، افزایش مقدار مصرف OCC باعث ایجاد صفحات بازتر شده که در نتیجه نفوذپذیری هوا نسبت به صفحات با الیاف کوتاه باگاس بیشتر میشود.
3-2- شاخص مقاومت به کشش کاغذها:
مقادیر شاخص مقاومت به کشش کاغذهای حاصل از درصدهای مختلف اختلاط الیاف کارتن بازیافتی و خمیر سودای باگاس شیمیایی توسط آزمون تجزیه واریانس بررسی شد. نتایج نشان داد که بین مقادیر به دست آمده در سطح خطای آزمایش 5 درصد، اختلاف معنیدار آماری وجود دارد.
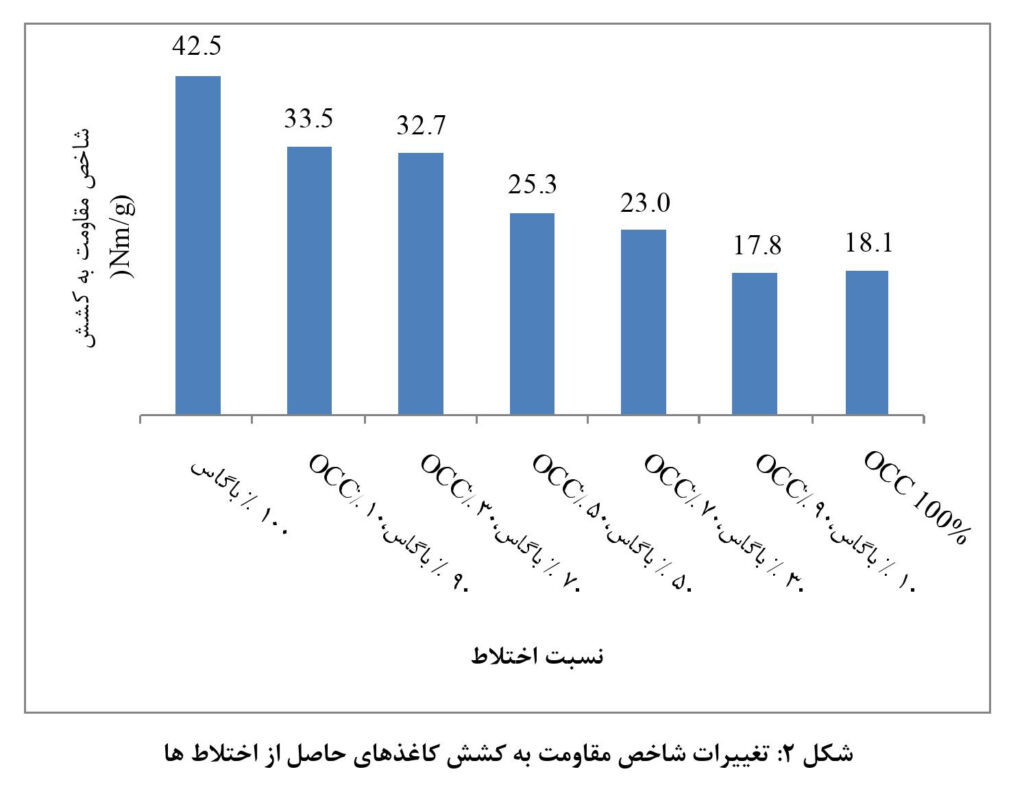
مهمترین فاکتور موثر بر مقاومت به کشش کاغذ، تعداد و کیفیت اتصالات بین الیاف به یکدیگر است. در مقاومت به کشش، هم مقاومت اتصال بین الیاف و هم خود الیاف تحت کشش قرار میگیرند. البته عواملی همچون افزایش وزن پایه، افزایش پالایش، افزایش پرس مرطوب و افزودن چسب خمیرزنی منجر به بهبود مقاومت به کشش میشود. با افزایش مصرف خمیر بازیافتی OCC از صفر به 100 درصد، این مقاومت نیز کاهش مییابد. علت این امر میتواند انعطافپذیری بیشتر و میل به اتصال و قدرت اتصال بیشتر خمیر باگاس باشد.
3-3- شاخص مقاومت به پاره شدن کاغذها:
مقادیر شاخص مقاومت به پاره شدن کاغذهای حاصل از درصدهای مختلف اختلاط الیاف OCC و خمیر سودای باگاس توسط آزمون تجزیه واریانس بررسی شد. نتایج نشان داد که بین مقادیر به دست آمده در سطح خطای آزمایش 5 درصد، اختلاف معنیدار آماری وجود دارد.
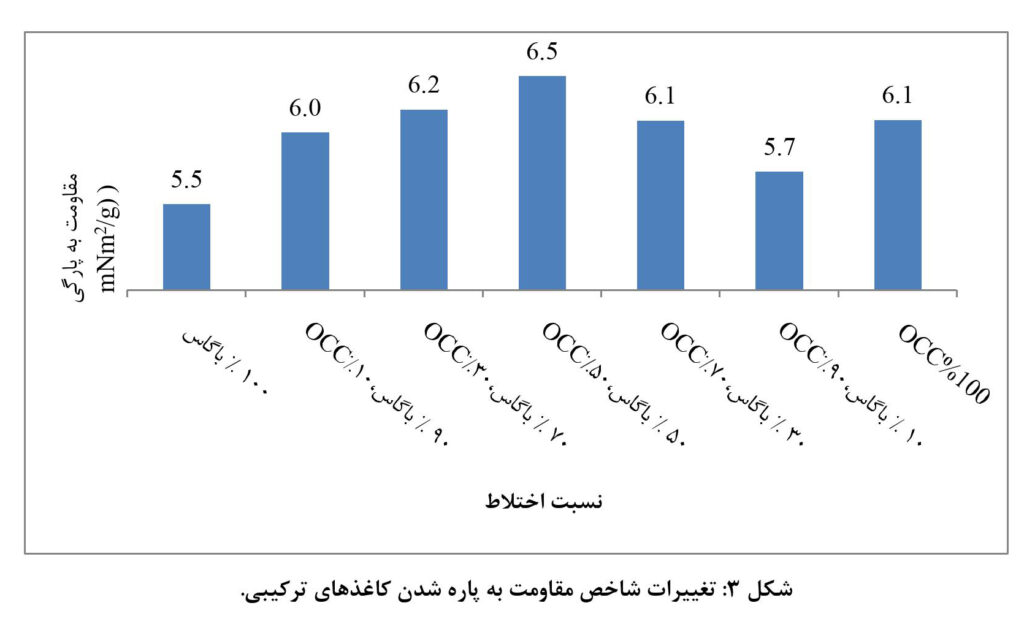
یکی از پارامترهای تاثیرگذار بر ویژگی مقاومت به پاره شدن، طول الیاف است. افزایش نسبت الیاف بلند به الیاف کوتاه، باعث افزایش این مقاومت میشود. طول الیاف با قطر الیاف رابطه مستقیمی دارد؛ به طوری که با افزایش طول، قطر نیز بیشتر میشود. مقدار لیگنین باقیمانده در خمیر، بر روی مقاومت به پاره شدن اثر مهمی دارد. مقدار مقاومت به پاره شدن در درجه اول به طول و مقاومت الیاف و قدرت اتصال بین الیاف بستگی دارد. خمیر OCC به دلیل داشتن درصد الیاف بلند بیشتر و الیاف قویتر (دارای قدرت اتصال بیشتر)، میتواند بهبوددهنده این ویژگی باشد.
بنابراین، با افزایش درصد مصرف خمیر بازیافتی از صفر به 50 درصد، ویژگی مقاومت به پاره شدن نیز بهبود مییابد. در واقع، این افزایش طول الیاف بر اکثر خصوصیات، به خصوص مقاومت به پاره شدن کاغذ حاصله، تاثیر مثبت داشته است.
3-4- شاخص مقاومت به ترکیدن کاغذها:
با توجه به نتایج بهدست آمده، در سطح خطای آزمایش 5 درصد، اختلاف معنیداری بین مقادیر شاخص مقاومت به ترکیدن کاغذهای ترکیبی حاصل از درصدهای مختلف اختلاط خمیر OCC و خمیر سودای باگاس وجود دارد.
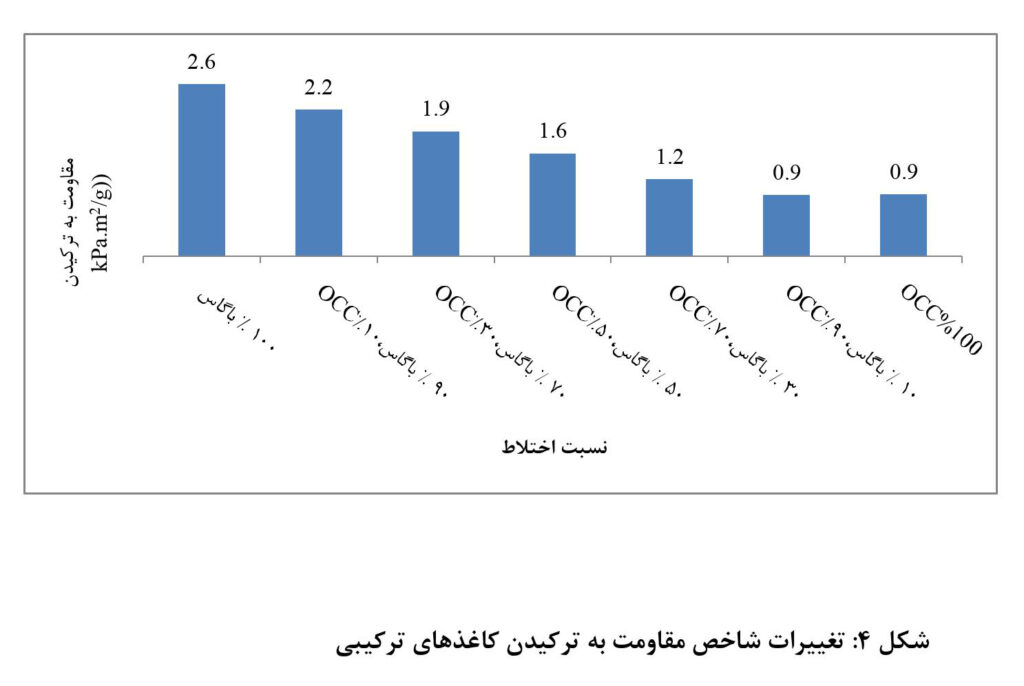
مقاومت به ترکیدن از جمله مقاومتهایی است که به طول فیبر و میزان پیوند بین الیاف بستگی دارد، ولی بیشتر تحت تاثیر اتصال بین الیاف است. هر چه الیاف نازکتر یا انعطافپذیرتر باشند، به دلیل ایجاد اتصالات هیدروژنی بیشتر، پیوند بین الیاف افزایش یافته و در نتیجه مقاومت به ترکیدن نیز افزایش مییابد. نتایج نشان میدهد که با کاهش مصرف خمیر باگاس از 100 به صفر درصد، مقاومت به ترکیدن در حال کاهش است. دلیل این امر میتواند میل به اتصال بیشتر و انعطافپذیری بیشتر خمیر باگاس باشد.
3-5- آزمون کنکورای لایه کنگرهای:
مقادیر کنکورای کنگرهای کاغذهای ترکیبی حاصل از درصدهای مختلف اختلاط خمیر OCC و خمیر کاغذ سودای باگاس توسط آزمون تجزیه واریانس بررسی شد.
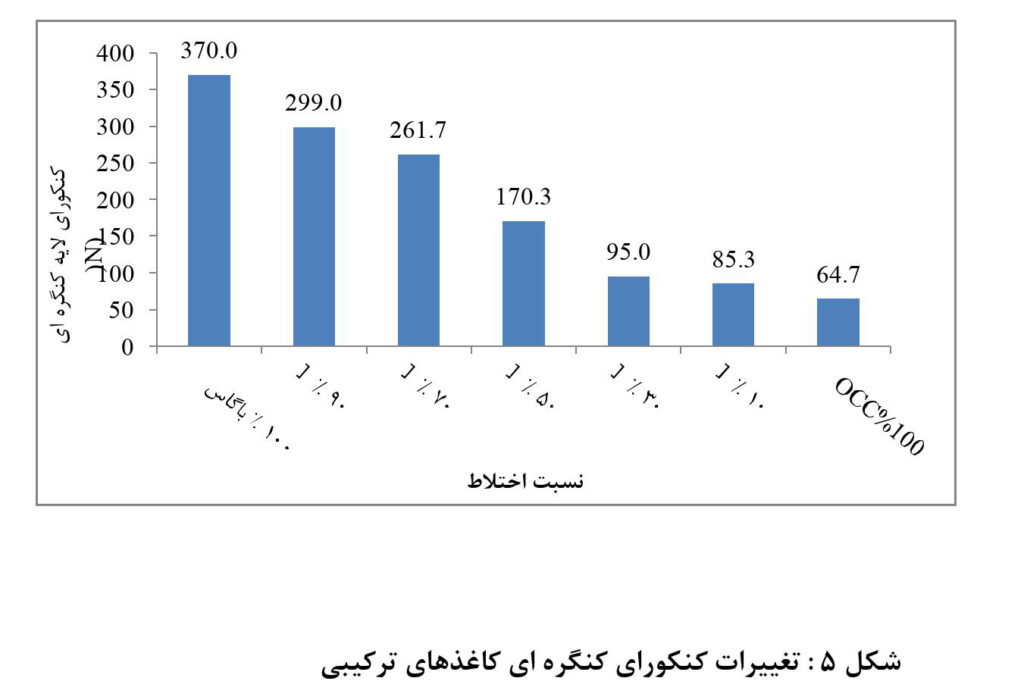
خمیرهای سودای باگاس، سفتی خوبی داشته و در نتیجه برای تهیه مقوای کنگرهای خمیری مناسب به شمار میروند. بیشترین مقدار مقادیر کنکورای کنگرهای مربوط به حالتی است که در آن از خمیر بازیافتی استفاده نشده است و کاغذ فقط از 100 درصد خمیر سودای باگاس تهیه شده است. در واقع، در خمیر سودای باگاس دست اول، قطر و ضخامت دیواره زیاد، میزان لیگنین بالا و درصد همیسلولزهای زیاد، سفتی زیادی ایجاد میکنند و چون جهت اعمال نیرو عمود بر طول الیاف است، لذا آزمون کنکورای کنگرهای بیشتری دارند. با افزایش مصرف خمیر بازیافتی OCC، مقدار کنکورای کنگرهای کاهش مییابد.
با توجه به مجموع نتایج بهدستآمده، خمیر سودای رنگبری نشده باگاس شرایط مناسبی برای تولید کاغذ فلوتینگ دارد و اضافه نمودن خمیرهای بازیافتی OCC در درصدهای اختلاط 10، 20 و 30 درصد نیز میتواند کاغذ فلوتینگ با شرایط فیزیکی و مقاومتی مناسب تولید نماید. اضافه نمودن خمیرهای بازیافتی OCC در درصدهای اختلاط بالاتر از 30 درصد، باعث کاهش مقاومتها و بهخصوص مقاومت به کنکورای کنگرهای کاغذ فلوتینگ میشود.


